
Wire EDM technology uses a fine filament as the cutting tool, achieving material cutting through the principle of electrical discharge. Depending on the required surface finish, it can be categorized into fast wire EDM, medium wire EDM, and slow wire EDM.
Due to their high strength and hardness, cemented carbide often presents numerous challenges during processing. Wire EDM is a common processing method for cemented carbide, frequently used for machining complex shapes.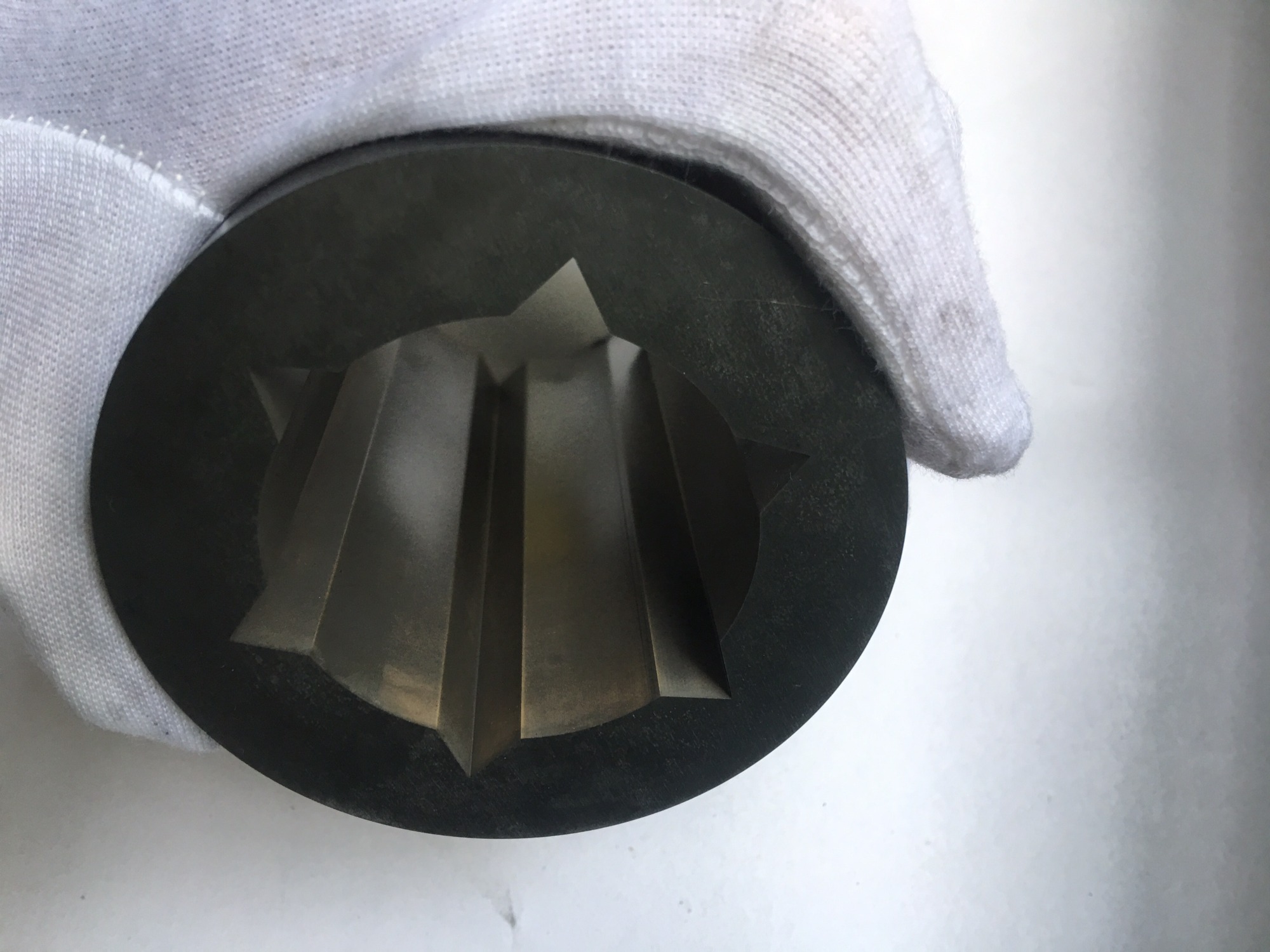
Anyone who has performed cemented carbide wire EDM will understand the fear of chipping. The root cause of this phenomenon is the uneven internal stress of the cemented carbide, resulting in localized stress release within a short period. To avoid or minimize the occurrence of chipping, we offer the following suggestions based on experience:
1. As cemented carbide producers, when sintering large blocks of cemented carbide or processing cemented carbide requiring wire EDM, within permissible technical limits, the heating and cooling rates should be slowed down as much as possible, and the high-temperature holding time should be extended as much as possible.
2. Allowing cemented carbide products to be placed outdoors or indoors on the ground for a period of time can release stress.
3. Before wire EDM, the large flat or cylindrical surfaces of the cemented carbide product should be rough ground, and then left to rest for a few days before cutting.
4. If possible, the cemented carbide product can be cold-treated (0℃-10℃) for 24 hours before wire EDM.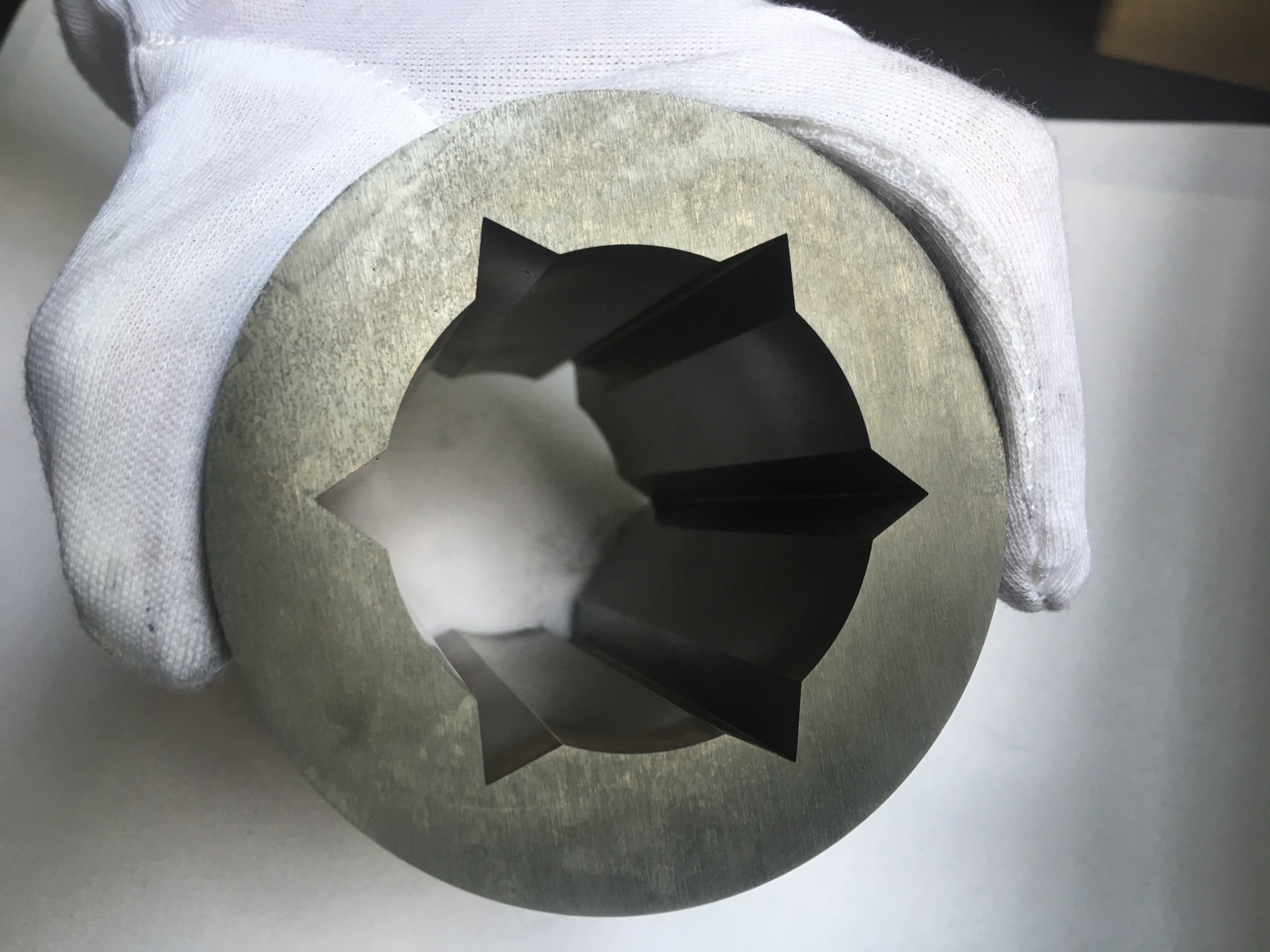
In short, the key point is to release as much internal energy as possible evenly and to the minimum before cutting the cemented carbide to prevent it from causing damage.
OSTON CARBIDE is committed to providing customers with cost-effective wear-resistant solutions,follow us for more information about carbide field.
